


Picking up the thread from the previous post on Toyota's April 1992 publication “The Toyota Production System.” This one's about the line-stop rope or andon cord.
The booklet describes the mechanism with care. From the jidoka section:
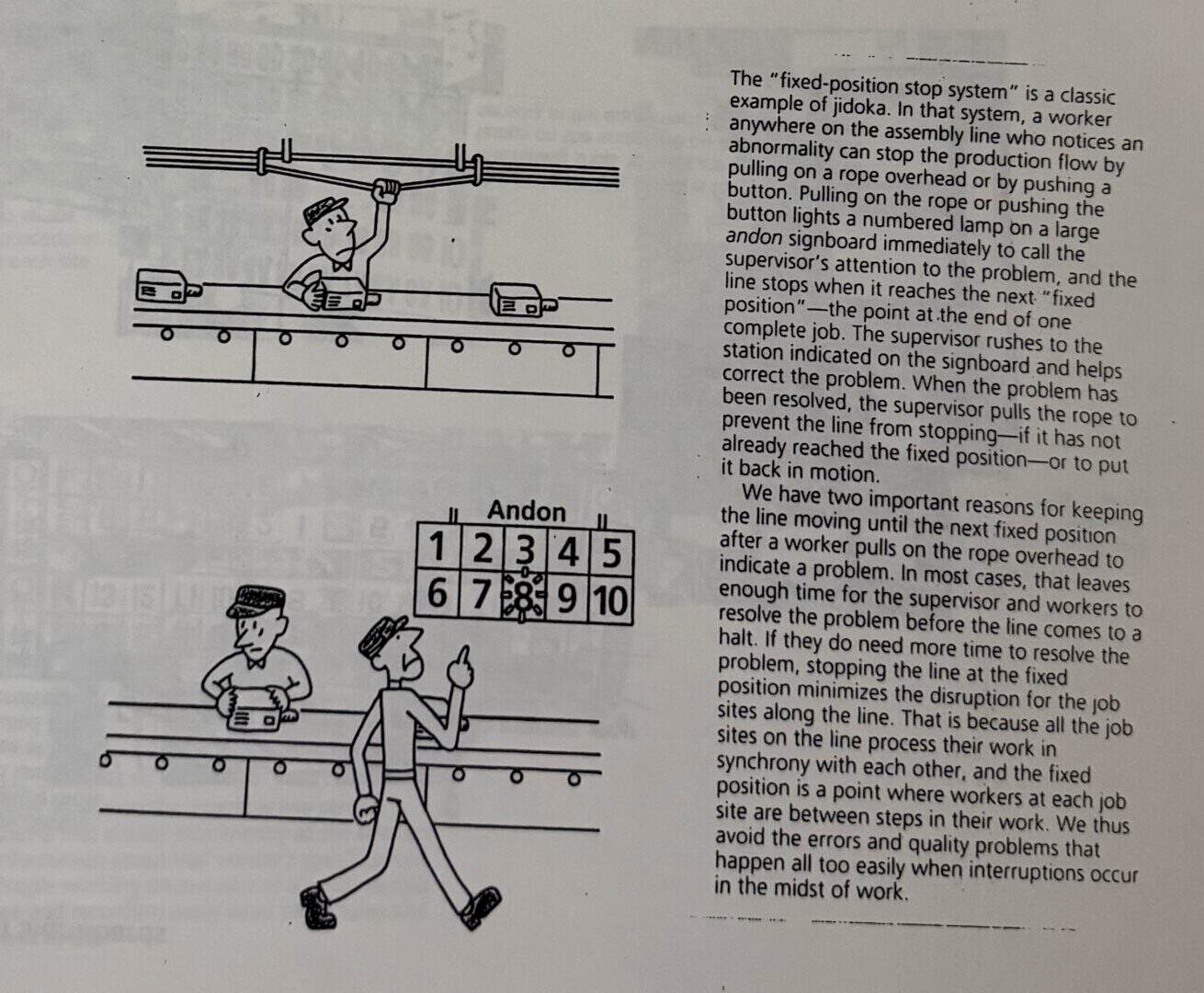
“The ‘fixed-position stop system' is a classic example of jidoka. In that system, a worker anywhere on the assembly line who notices an abnormality can stop the production flow by pulling on a rope overhead or by pushing a button. Pulling on the rope or pushing the button lights a numbered lamp on a large andon signboard immediately to call the supervisor's attention to the problem, and the line stops when it reaches the next ‘fixed position' – the point at the end of one complete job. The supervisor rushes to the station indicated on the signboard and helps correct the problem.”
That's the procedure. Worker notices something. Worker pulls the rope. Lamp lights. Line continues until the fixed position. Supervisor arrives. Problem gets solved.
The booklet then explains why the line keeps moving until the next fixed position – to give the supervisor time to resolve the issue, and to keep the job sites in synchrony when the line does come to a halt. The fixed-position logic is one of those small design choices that turns out to matter a lot in practice.
It's a misnomer to say pulling the andon cord “stops the line.” The line only stops if the problem isn't resolved with the help of a team leader during the job cycle.
Read more: The Most Misunderstood Role in the Toyota Production System
But notice what the passage does and doesn't say.
What the booklet describes
The mechanism. The signal. The supervisor's movement. The technical reason for the small delay. The numbered lamps in the andon photos a few pages later. An automated machining shop's andon board lit up when sensors detect a problem.
All of this is described as though it were equipment, which it is. The sensors are sensors. The lamps are lamps. The rope is a rope.
The arithmetic the booklet doesn't acknowledge
You're a worker on the line. You see something. Maybe a defect, maybe not.
Pulling the rope means a lit lamp with your station's number on it. A supervisor walking over. Your name attached to whatever happens next. The small social weight of having potentially stopped the line, even briefly.
Not pulling it means none of those things. You go home at the same time either way.
The booklet describes the mechanism as if both choices feel the same to the worker. They don't. Pulling the rope has a felt cost – immediate, visible, attached to your name. Not pulling it has a hidden cost – the defect that compounds, the rework downstream, the customer who finds the problem instead of you. But the felt cost is right now. The hidden cost is later, somewhere else, attached to no one in particular.
Most workers in other organizations, most days, will choose the path with the smaller felt cost. That's not a culture problem. That's arithmetic. That's rational. That's protecting yourself from professional harm.
What flips the arithmetic
Toyota's mechanism only works because something invisible has been done to make pulling the rope feel cheap and not pulling it feel expensive.
The supervisor who arrives without irritation on their face. The team that treats a false alarm as a good catch instead of an interruption. The shift leader who tells a story at the morning huddle about the time someone pulled the rope on a hunch and saved them from shipping a bad batch. The reputation a worker earns from pulling the rope – which kind of reputation it turns out to be depends on what the supervisor does in the first ten seconds.
None of that is in the booklet. It has to be in the building, or the lamp on the andon board is just a light.
The hard version of this isn't the moment of pulling the rope. It's the second time. The fifth time. The time when the worker is wrong. The time when the worker is wrong twice in a row. The supervisor's behavior in those moments is the system.
A diagnostic question
If your organization has the equivalent of a line-stop rope – a stop-the-line authority, a quality alert, an escalation protocol, a near-miss report – the question worth asking isn't whether the mechanism exists. The mechanism almost always exists. The question is whether anyone used it in the past month, and what happened to them when they did.
If the answer is “yes, and they got thanked, and we found something we wouldn't have caught otherwise,” your mechanism is real.
If the answer is “yes, and it created a whole thing, and they probably won't do it again,” the mechanism is a poster on the wall.
If the answer is “I don't actually know,” that's a different problem, and worth fixing first.
What a procedure can carry, and what it can't
Toyota's booklet shows you the rope. It doesn't show you what makes the rope worth pulling.
That isn't a flaw in the booklet. It's a limit on what any document can carry. The procedure is the cheap part. The arithmetic that makes a worker want to pull the rope – that's expensive, mostly invisible, and built one supervisor reaction at a time.
Many of the companies that have struggled to copy TPS over the past thirty-plus years didn't fail because they couldn't read the procedure. They failed because they read the procedure and thought that was the system.
What happens at your worksite when someone pulls the rope?






{kind=link}