


In the KaiNexus webinar that I did with Dr. Greg Jacobson earlier this week (“Making Time for Continuous Improvement” – view the recording), I shared a graph that shows what could or should be time for continuous improvement in a workplace.
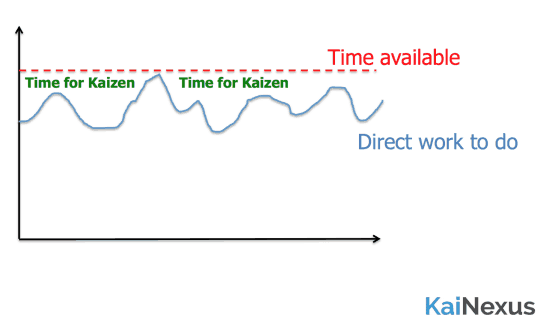
The red line shows the amount of time available – this could be hours in a shift, hours in a day, time in a week, or time available in the year. This amount of time is generally fixed, although we can sometimes adjust the working time in a day. A manufacturing company can go from two 8-hour shifts to three. A hospital, however, usually has the limit of 24 hours in a day (although some clinics or departments could increase the open hours or all departments could add staff to increase the number of work hours available).
The blue line represents fluctuating “direct work” which could be time interacting with patients and charting, in a hospital, or it could represent time doing value-adding work in a factory.

We'd hope there are gaps, at times, between the red line and the blue line… that's time that could be used for Kaizen or continuous improvement.
Some organizations make good use of this time. As time is available during a “slow time” (throughout the day or throughout the year), staff and leaders are well served by a ready list of Opportunities for Improvement that are waiting to be worked on (on a bulletin board or in software like KaiNexus).
Unfortunately, some organizations (especially hospitals) will choose to send employees home early during a slow time… essentially lowering the red line and losing an opportunity for improvement. They might be saving some money in the short term by reducing labor costs, but how much does that cost them in the long term as a result of quality or safety not being improved through Kaizen? Toyota NEVER sends people home early if they are in a situation where people can't do direct work (due to parts shortages or equipment breakdowns). They would use that time for training or Kaizen… investing in people instead of saving money.
There's another unfortunate situation that somebody brought up on Twitter.
Jimmy Sjölund brought up a great point and asked what if the chart looks like this?
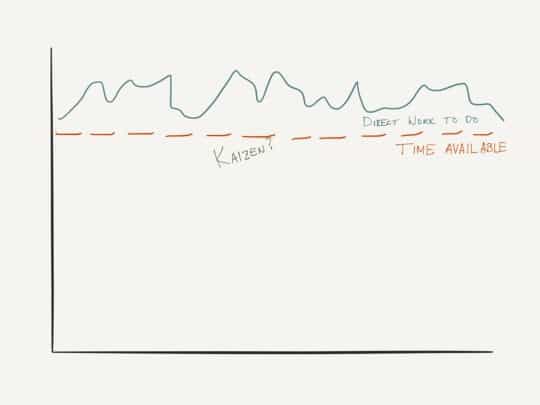
Oops. Well, that's a really tough situation. What that chart shows, to me, is a situation that's understaffed… and/or there's too much waste in the system. It's a pretty common situation.
You can't do Kaizen in a situation like that. As it stands, with that as a starting point, people are being forced to cut corners, work late, or they're barely getting by. They won't have the mental or physical energy for Kaizen, I bet.
It seems that you have a few choices:
1) You could increase staffing levels or add working hours through overtime… as a temporary measure to get the red line above the blue and have a fighting chance to do Kaizen.
2) You could try to radically reinvent the process in some way through a Rapid Improvement Event or such… but it's going to be tough to do that without involving and engaging staff by freeing up their time to participate in the event.
Which chart illustrates your organization? If you're in the situation of the second chart, how do you get out of that situation?
Oh, and here's a companion post that I wrote for the KaiNexus Blog: “The Continuous Improvement Death Spiral, and How to Get Out of It.”

Check it out…
[adrotate banner=”138″]






{kind=link}
I suspect that many people are dealing with Jimmy’s condition — more work to do than the available time. The root cause is often company leadership taking on too many initiatives. (And most likely doing a lousy job at all of them.) At the risk of sounding naive, this problem can be solved easily by creating what Jim Collins called the “stop doing” list, both on the personal and the organizational level.
The truth is that there’s already plenty of work that’s not getting done. It’s not as though abandoning kaizen will allow people to accomplish everything, and up till now the company has accepted that state of affairs. So why not choose not to do something else and do kaizen instead?
dan
Thanks for the comments and ideas, Dan.
I think Kaizen has to be a choice… taking action rather than being passive and either just letting it happen (or more like not happen).
Mark, good post! Another thing to consider is that it’s hard to be very productive on CI when your CI work is constantly being interrupted by direct work. The points to the need for dedicated CI resources especially if just getting started or if resource utilization is high to begin with. The need for dedicated CI resources decreases as things get better but the need never goes away. There is always variability.
Best regards,
Ed
Good point.. a dedicated CI person, while not the long-term ideal state, can help jump start the system by getting improvement going and freeing up some time to get the positive cycle started.
Would there not always be space for improvement in non-bottleneck processes?
Good question… but there are so many quality problems in healthcare, that we need time for Kaizen everywhere. It’s not just a matter of improving flow through a bottleneck, but also about improving safety and the patient experience… and making work less onerous or frustrating for staff.
Mark, I can think of only one time in my life when there was truly more direct work to do than time available to do it. We had started a business 10 months prior (at the start of the global financial crisis…) and then my tiny 2-month-old son got whooping cough…it was a fight for survival, literally. While he was in hospital, we worked from the hospital. When he got home, some nights we would literally only get between 6 and 15 minutes of sleep at a time, as he would stop breathing during his sleep. A 30 minute stretch was amazing.
From that experience I can tell you, when your jagged blue line is above the red 24-hours-in-a-day line, you actually DON’T have an option. You MUST do Kaizen. Remember: if you find a way to save one person 10 minutes per day, you’re freeing up 60 hours per year. It’s only by consciously and deliberately improving that you can hope to ever get your jagged line back below the red line.
Continuous improvement is everybody’s responsibility. My goal is to teach it to other moms, which is why I’ve started http://www.successful-sahm.com.
Regards,
Lynn
Thanks for the comment, Lynn! Yes, we MUST do Kaizen. It’s a choice… even if that choice requires some creativity or extra effort to get started.
Sometimes, the only way forward involves taking a step back. About a year ago, a colleague and I were being crushed by an ever increasing workload. Classic penalty of success scenario involving not just new requests, but ongoing support for all old and new requests. Realizing that working harder was becoming less of an option, we had to take that step back and redesign our workflows. It was a grueling few months as both of us essentially had to double our output to sustain the old while building the new, but the end result is a vastly improved process enabling us to deliver far more than we’d ever have been able, and with higher quality, improved turnaround times, and far less burnout.
Interesting charts! I struggled over the concept of not enough direct work. In a hospital I can understand that. But I work in a software development company. The list of features is endless, so formally there is always direct work. We use Scrum and the idea is that when a team has met its sprint commitment that makes time for kaizen. But since there is always more direct work that can be adopted from the backlog, kaizen doesn’t happen there unless the team is actually prevented (or at least discouraged) from adopting direct work. Between the mindsets of developers and the mindsets of product managers, that is not likely to happen.
That’s why we plan kaizen work and consider it direct work for planning purposes. There IS another way, but it’s not very popular in my experience. That is the Toyota approach, where developing the capacity for organizational learning is given a higher value than production. The idea being that production will take care of itself.
If anyone works at a company that honestly does that, I’d like to hear about it!
The “never ending backlog” situation is there in healthcare sometimes. At one hospital transplant center, there are literally so many patients waiting to be evaluated to even get on the kidney or liver transplant lists that the team of nurses, etc. who does that work could probably work 24×7 for a good long while.
The director of the transplant institute told the team, “Nobody will be punished for taking 20 minutes to work on process improvement. We all choose to go home to have dinner and to sleep. These are choices we can make. If we never take time to improve, we’ll never have a chance of getting better and serving more patients.” I’m paraphrasing, but that was it. It requires leadership to set the tone there.