

Got a question yesterday from Eric Christiansen, my guest for episode #18 of the LeanBlog Podcast.
He asked:
Can a company be considered a lean company if it does not use some method of statistical process control?
I toured a manufacturing plant in a non-US, non-Asia country. This place had a very nice flow system, things were in their proper place and clear markings were available to show people where to put tools and other items. And while most of their competitors are focused on mass production, these guys have built a flexible production system that does one-off or small batch jobs and a really good price.
But as I toured the facility, one question that I asked them was do they use any kind of statistical method to know if their processes are in control? Or how well their machines are performing? Or when it is time to do maintenance because variation of the product output is increasing? The response to the maintenance question was “When the noise changes on the machine, we know its time to do maintenance.”
I'll be interested to see what your thoughts are on this.
My response follows (and I'm curious about your responses, add a comment at the bottom of the post to chime in):
I think you CAN be a “lean” company without SPC…. although it's dangerous to say who is “lean” or “not lean” as if it's a binary construct. SPC is a tool. I think if you have a continuous improvement philosophy of PDCA without SPC you are “more lean” (again, I hesitate to say that) than if you have SPC without the right mindset.
We used SPC, badly, at GM, because the managers wouldn't listen to the charts. If something was out of control, but in spec, you had to keep running. That was frustrating to the line workers (who cared more about quality than management at times) and it was frustrating to me. I'm sure you would say, in my example, they were keeping the SPC charts, but they weren't “doing statistical process control.”
Listening to the machine or monitoring it by “gut feel” is a pretty common thing and I've heard that described as part of TPM methodologies, that you should be so intimately familiar with the machine that you know when it's going bad. But, that “gut feel” isn't very standardizable or transferable. Personally, I'd worry about relying on that the same way I'd use kanban instead of relying on a person who knows when to order by “gut feel.”
Everything else you describe about the system sounds and smells like “lean,” the methods at least. The philosophy is much harder to gauge.
Again, what do you think?
What do you think? Please scroll down (or click) to post a comment. Or please share the post with your thoughts on LinkedIn – and follow me or connect with me there.
Did you like this post? Make sure you don't miss a post or podcast — Subscribe to get notified about posts via email daily or weekly.
Check out my latest book, The Mistakes That Make Us: Cultivating a Culture of Learning and Innovation:







{kind=link}
Looks like Lean to me. Measurements are indicators, and SPC is a tool. Lean, as we like to say, is a philosophy, not a set of tools. And not using one tool or another, IMHP, doesn’t exclude a company from being “lean”.
That ‘gut feel’ seems to counter the standard work approach. I have many people in my group who are specialists at their machine. Because there is little documentation and ‘gut feel’ is frequently used, chaos occurs when they going on vacation.
I’ll jump into this with two points.
First, you are not either a lean company or not a lean company. That’s the wrong question. Lean is not an end state or a condition. Lean is a journey. You can be on the journey or not on the journey, but there is no line in the sand that you are able to say “we are now lean.”
Second, you cannot “be lean” without process control. If you don’t have process control, you cannot have process improvement. However SPC is just a tool. If it’s the right tool for you to have process control, and used in the right way, then great. But SPC is neither a prerequisite nor an indicator, it’s just a tool.
In my standpoint, Lean is a methodology to identify and eliminate waste in the system, SPC is a tool to keep the process in control.
In order to have improvement, the process should be statistically stablized.
As Jamie said “Lean is a journey”.
Lean is a process oriented approach.
On a nutshell, Lean and Six Sigma should go hand on hand.
The other thing to remember is that most companies that claim to be using SPC are really only using a part of it. Most do not really let the process derive the limits.
They use the specs they have, and use an “SPC chart” mearly as a graphing tool to show they are within those specs.
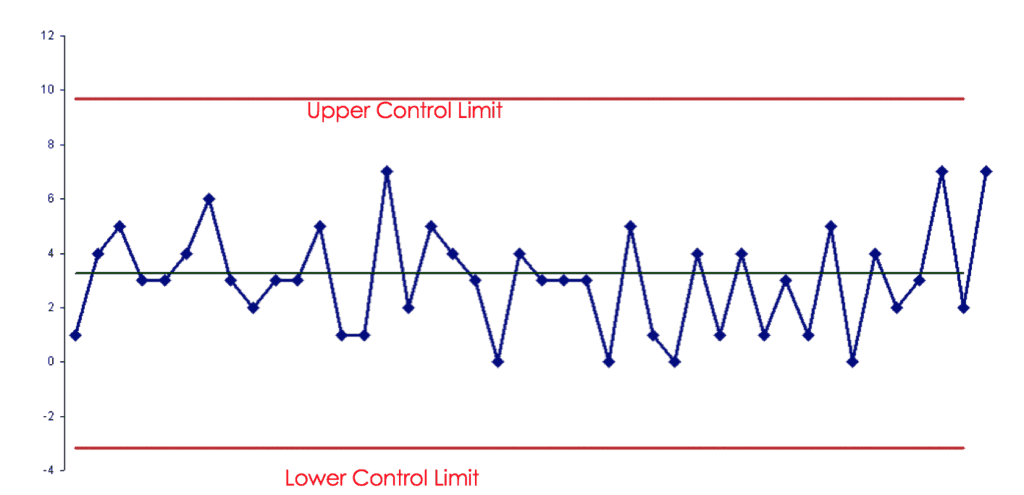
True SPC means that you derive the limits based on the process performance, not the spec. Most cases will have the UCL at +/- 3 standard deviations from the mean. If you have true continuous improvement, direct evidence of that is a regular reduction in the UCL because variability is being removed from the system.
The problem comes when the process says it is out of control when it is well within the spec. You tell the boss you need to shut down a machine that is running within spec, because SPC says so. They say keep running because they want to make their numbers. Then the whole SPC idea falls apart…
I’m curious…how many in this lean community use process-derived limits, not specs for the limits?